Unlocking Potential: The Impact of Android 13 & GMS on Your Business
The road to unlocking the potential of your business is often an uncharted journey. It can sometimes feel overwhelming to keep up with operations, stay organized, and maintain customer satisfaction and team communications. Luckily, with our technology rapidly evolving, positive impacts can be made on daily operations with Android 13 and GMS. With some automation and a clear road map, you’ll know exactly where you want to go next.
Meet GMS
Google Mobile Services (GMS) is a bundled suite of Google applications and APIs that enhance Android devices. It offers familiar tools like Google Maps, Gmail, and Google Play. Within our POS world, it also leverages tools like access to payment services with Google Pay or ML Kit which provides on-device machine learning APIs capable of barcode scanning or smart replies to suggestions. GMS works with powerful Android 13 to create robust, secure, and customizable solutions tailored to meet the specific needs of your industry.
Restaurants & QSRs

Running a restaurant or QSR takes more than just great food. Keeping everything running smoothly is a huge challenge that businesses face daily. Between orders piling up and miscommunication between front and back-of-house staff, a lot can go sideways. Plus, in our age of convenience, customers’ expectations for quick service are higher than ever. The Touch Dynamics Nexus and Quest Handheld, both powered by Android 13 with GMS, are designed to address these challenges to help businesses streamline operations and improve customer satisfaction to keep them coming back.
Conquer Daily Operations
Juggling the daily chaos of a busy restaurant is a difficult task. The Nexus All-in-One keeps it simple with its sleek, interactive touchscreen that does it all—menus, self-ordering kiosks, or kitchen displays. Mount it on the wall or on a podium to best suit your set-up. Its MediaTek CPU processor keeps things running fast, so orders reach the kitchen instantly, cutting down on wait times.
Streamline & Mobilize
When your restaurant or QSR is packed, your team needs to be able to mobilize. The Quest Handheld lets them take orders on the go and process payments at the table without breaking stride. Multiple payment options—like Ingenico Moby 5500 and ID Tech VP3350—allow for faster transactions and happier customers. Plus, with GMS connectivity, you can stay plugged in throughout the restaurant.
Gaming

The gaming industry comes with its own set of hurdles. Customers want fast service, zero downtime, and seamless experiences across the board. Android 13 with GMS is perfect for these fast-moving environments, giving you the reliability you need and the flexibility your customers expect.
Driving Engagement
Casinos know that lagging tech is frustrating for both customers and employees, and keeping players engaged is the priority. The Quest Gaming Tablet helps you switch between apps and assist customers without a hitch. It’s a real powerhouse—fast, efficient, and always reliable. With its API-driven status lightbar and all-new kickstand, it creates a fun and comfortable gaming experience that keeps players captivated. Wireless connectivity ensures that your favorite games run with no bumps.
Is GMS Right For You?
GMS can help take your business to the next level, especially when combined with a POS solution that suits your needs. If your business relies on mobile payments, Android 13 with GMS can help expedite these transactions while offering security. Businesses that require tailored solutions will find that Android 13’s customizable interface can be fine-tuned to your needs. Finally, if you prioritize being on the cutting edge, Google’s regular updates of Android 13 and GMS ensure you’ll always have access to the latest tech.
Android 13 with GMS presents a unique opportunity to conquer daily operations, streamline & mobilize, and drive engagement across a range of industries. Whether you’re in restaurants, gaming, or retail, these technologies provide the tools to overcome industry-specific challenges. By integrating devices like the Nexus All-in-One, Quest Handheld, or Quest Gaming Tablet, you can unlock the full potential of GMS and stay at the forefront of your field.
Get Started Today
Interested in how Android 13 with GMS on a Touch Dynamic system can transform your business? Contact us today to learn more about how the fully customizable Nexus 21.5″, Quest Handheld, and Quest Gaming Tablet can bring GMS to your fingertips.
Enhancing Warehouse Productivity With Brother’s Mobile Technology
Consider the typical workflow of a warehouse employee: picking items, verifying stock, and printing labels. Currently, employees must locate the item, go to a central location to print the shipping label and packing slip, and then return to the shelf to apply the labels. If this sounds like your warehouse workflow, it’s time to enhance mobility in your environment and improve efficiency.
By embarking on a mobility transformation that includes implementation of mobile printers, scanners, or tablets, employees can complete warehouse tasks directly at the item’s location, saving time and improving workflow. Alternatively, mobile workstations can be introduced to bring technology to more convenient locations, increasing overall productivity. Let’s explore mobile technology solutions that can enhance warehouse efficiency, increase productivity, and provide real-time visibility into inventory levels.

Durable, Portable, and Powerful: The Brother RuggedJet 4
The Brother RuggedJet 4 mobile label and receipt printer raises the industry standard with a smart new way to manage and deploy printers, housing design and market leading technology, performance, ruggedness and connectivity. Quickly print labels and tags up to four inches from handhelds, tablets, and smartphones. Mount these rugged mobile printers in forklifts and vehicles, carry them on shoulder straps, or hook them to belts. Key features of the Brother RuggedJet 4 barcode label printer:
- Remarkably compact design
- Ultra-rugged construction
- Enhanced print speeds of up to 5ips
- Remote updates and configuration
- Smart Li-ion battery lasts a full day shift
- Bluetooth and Wi-Fi connectivity options
- AirPrint using iOS

Flexible Printing Anywhere, Anytime with the Brother PocketJet 8
If portable, full-page thermal printing in the field is a requirements, consider a leader for its high quality prints, impressive speed, and expanded connectivity options, the Brother PocketJet 8. This versatile printer offers a broad range of paper and label capabilities, with everything you need to work efficiently backed by the confidence of lifetime technical support. The PocketJet 8 is smarter, faster, and up for the job wherever it takes you. Key features of the Brother PocketJet 8:
- Up to 300dpi high-resolution print technology
- Print speed up to 13.5 pages per minute
- Single USB-C connection for power and communication
- Operate cord-free via Bluetooth or Wi-Fi
- Print from existing systems with multiple OS compatibility
Conclusion
Mobile technology offers a comprehensive solution to enhance warehouse productivity and efficiency. By implementing mobile printers, scanners, or tablets, businesses can streamline workflows, reduce labor costs, and improve overall operations. With devices like the Brother RuggedJet 4 and PocketJet 8 mobile printers, organizations can enjoy the benefits of portable, high-quality printing wherever they need it. By embracing these innovative solutions, warehouses can stay competitive, meet customer demands, and drive growth.
As your true end-to-end solution partner, Barcodes Inc. has you covered from the assessment and planning phase of your mobility journey, to the support and renewal stages, and everything in between. Contact Barcodes Inc. today to learn more our mobility solutions and more!
Take Barcode Scanning Speed and Accuracy to New Heights

In all aspects of business, it’s no surprise that efficiency is paramount. The ability to quickly and accurately scan barcodes is a fundamental component of streamlined operations, especially in the retail, warehousing, manufacturing, and logistics industries. While traditional scanners have served their purpose well, the emergence of advanced scanning technology has significantly enhanced their capabilities, especially when dealing with damaged or poorly printed barcode labels. Keep reading for our review of the top four reasons to choose newer generation barcode readers, and why the Code Reader CR2100 is a top scanner choice for any industry.
What Makes Advanced Barcode Scanners Better?
Barcode scanners with advanced scanning capabilities bring significant advantages to businesses that often deal with damaged or poorly printed barcode labels. These scanners utilize sophisticated imaging technology designed to accurately interpret barcodes that are scratched, smudged, faded, or otherwise compromised. In environments where barcode labels are frequently exposed to harsh conditions, this ability to reliably scan even the most degraded codes ensures uninterrupted data capture and minimizes operational disruptions..
What Makes Advanced Barcode Scanners Better?
Barcode scanners with advanced scanning capabilities bring significant advantages to businesses that often deal with damaged or poorly printed barcode labels. These scanners utilize sophisticated imaging technology designed to accurately interpret barcodes that are scratched, smudged, faded, or otherwise compromised. In environments where barcode labels are frequently exposed to harsh conditions, this ability to reliably scan even the most degraded codes ensures uninterrupted data capture and minimizes operational disruptions.
- Enhanced Efficiency and Speed. Traditional scanners may struggle with barcodes that are partially damaged or printed on challenging surfaces. In contrast, advanced scanners can read these difficult labels with ease, eliminating the need for manual data entry or barcode rescanning.
Ideal for: High-traffic environments, retail checkout counters, warehouses, assembly lines. - Improved Accuracy and Reduced Errors. Errors in data entry can lead to costly mistakes, such as incorrect inventory counts, misplaced shipments, or billing inaccuracies. Advanced scanners that can consistently read poorly printed or damaged labels reduce these risks by ensuring that data is captured correctly the first time. For businesses, this translates to fewer returns and better stock management.
Ideal for: Environments with large volumes of goods to be tracked quickly. - Better Overall Customer Satisfaction. Customers expect fast, reliable transactions, and scanners that can handle difficult barcodes deliver precisely that. Whether scanning loyalty cards, shipping labels, or product codes, these devices ensure seamless interactions by reducing delays and errors at the point of sale or during order processing. In turn, this leads to improved customer satisfaction and loyalty.
Ideal for: retail stores, warehouses, manufacturing facilities. - Elevated Inventory Management and Control. With real-time data capture, businesses can instantly update inventory levels, track product movements, and generate accurate reports on stock levels. For businesses with complex supply chains, having up-to-date information on stock levels enables better decision-making and improves the overall efficiency of logistics and warehouse operations.
Ideal for: warehouses, retail locations.
Product Review: The Code Reader CR2100 — A Standout in Scanning Performance
Now that you know the undeniable benefits to high-speed, reliable scanning, what is the best barcode scanner? At Barcodes Inc., we offer a wide selection of barcode scanners to meet a variety of function and budget requirements. But when it comes to superior scanning capability at an affordable cost, the Code Reader CR2100 is a stand-out performer.

- Superior Scanning Performance. The CR2100 took unparalleled scanning performance and stepped it up a notch for tough scanning situations. A fourth-generation barcode reader, the CR2100 combines over twenty years of experience with features like multi-directional 1D and 2D barcode reading for the improved flow of information to keep business moving.
- BlueTooth Technology for Security and Endurance. Enhance your workflow with Bluetooth® 5.0 technology, ensuring secure data transmission. Equipped with a Bluetooth Low Energy radio, the Code CR2100 offers extended battery life, minimizing downtime. A built-in battery gauge provides timely alerts for battery replacement, allowing for quick swaps and uninterrupted productivity.
- Durability in Demanding Environments. A rugged construction with high IP ratings for protection against dust, moisture, and drops ensure long-term reliability and reducing downtime for repairs or replacements. With the introduction of wireless (inductive) charging, Code has eliminated any exposed metal. Combined with seamless construction, an IP52 rating and top-of-the-line CodeShield® Level 1 plastics, the CR2100 can be quickly and completely wiped down.
- Seamless Integration with Existing Systems. One of the key strengths of the CR2100 is its flexibility when it comes to integration. Whether your business uses point-of-sale systems, warehouse management software, or electronic health records systems, the CR2100 can easily integrate with these platforms, offering seamless data capture and transfer.
Conclusion
Advanced barcode scanners, like the Code Reader CR2100, offer a significant advantage by enabling businesses to accurately and quickly scan barcodes, even when they are damaged or poorly printed. This technology improves accuracy, reduces errors, enhances customer satisfaction, and streamlines operations, ultimately leading to increased productivity and profitability. By investing in advanced barcode scanners, businesses can future-proof their operations and stay ahead of the competition.
At Barcodes Inc. we design our solutions and services around the customer first. Lean on Barcodes Inc. for fully managed device services and technology lifecycle support that provides a true end-to-end service solution.
Boost Your Warehouse Efficiency and Employee Satisfaction

Warehouse work is often physically demanding, requiring long hours, repetitive tasks, and enduring fluctuating temperatures. To better understand what contributes to job satisfaction and burnout in this crucial industry, Newcastle Systems conducted its first-ever Worker Satisfaction Survey, gathering insights from over 200 U.S. warehouse employees. The results provide a window into the challenges these workers face and what can be done to improve their work environment.
The Physical Demands of Warehouse Work
Many warehouse workers struggle with the intense physical requirements of their jobs. In the survey, 22.5% of workers said the physical demands caused significant fatigue, while 21% cited long hours as the main source of burnout. With 1.85 million people employed in the warehousing and storage sector across the U.S., these findings reflect the heavy toll this line of work can take on employees.
Do Warehouse Workers Feel Valued?
Employee morale is vital for an efficient warehouse, and feeling valued is key to job satisfaction. The survey revealed that while 39% of workers feel “somewhat valued,” 5% feel “not valued at all.” This highlights a clear opportunity for warehouse managers to focus on creating a work environment where employees feel appreciated.
Compensation plays a major role in satisfaction, with 33% of respondents pointing to fair and competitive pay as the most important factor. As labor shortages persist and eCommerce demands rise, employers must prioritize pay and working conditions to retain a dedicated workforce.

Addressing Workforce Needs: Tools and Equipment
A significant finding from the survey is the lack of adequate tools and equipment. Ten percent of respondents noted they lack the necessary tools to do their jobs effectively. This concern extends to critical areas like safety equipment, warehouse automation, and heating and cooling systems.
To improve worker satisfaction and efficiency, employers must invest in modernizing equipment, upgrading safety protocols, and improving environmental controls. These investments can enhance productivity and morale while creating a safer, more comfortable work environment.
Embracing Technology and Ergonomics
The survey shows that warehouse workers are generally open to new technology, particularly if it improves efficiency and reduces physical strain. Many respondents expressed moderate comfort with the idea of integrating robotics into operations. This openness presents a valuable opportunity for employers to introduce ergonomic solutions such as mobile-powered workstations, wearable barcode scanners, and collaborative robots (cobots).
Ergonomic tools were especially praised for their positive impact on job enjoyment. While automation is important, it’s clear that ergonomic solutions, which reduce physical strain, resonate strongly with workers and can significantly boost productivity.
20% of respondents expressed that ergonomic and productivity tools (like mobile-powered workstations and wearable barcode scanners) make their jobs more enjoyable, suggesting that small technological enhancements can significantly impact worker satisfaction.

The Benefits of Ergonomic Workstations
Mobile-powered workstations are one of the most effective solutions for bridging the gap between manual labor and automation. These workstations enhance efficiency without the complexity of full-scale robotic systems. By simplifying tasks and reducing physical demands, they offer a practical solution to improve both productivity and employee satisfaction.
The survey also highlighted generational differences in what workers value most. Younger employees (ages 18-25) prioritize workplace safety, growth opportunities, and leadership style. Workers aged 26-40 emphasize fair pay, growth opportunities, and work/life balance, while older workers (41+) focus on work/life balance and competitive pay.

Maximizing Employee ROI
To maximize the return on investment (ROI) in their workforce, warehouse managers should focus on key areas: compensation, ergonomic tools, and supportive work environments. Enhanced pay packages, engaging incentive programs, and improved communication can go a long way in increasing worker satisfaction and loyalty. Addressing environmental concerns, such as temperature control, also plays a significant role in improving well-being.
Conclusion: Investing in Warehouse Workers
Warehouse workers are essential to the success of the logistics and eCommerce industries. The Newcastle Systems Worker Satisfaction Survey reveals that fair compensation, better tools, and improved working conditions are crucial to maintaining a happy and productive workforce.
Contact us today to learn how Newcastle Systems’ purpose-built mobile power workstations enhance on-floor productivity, allowing workers to focus on value-added tasks. This approach not only boosts efficiency but also enhances the working experience, delivered through a team of people vested in business success and worker happiness.
From Farm to Fork: Ensuring Food Safety with Effective Labeling

Food safety is a top priority for everyone involved in the food supply chain, from farmers and manufacturers to distributors, retailers, and ultimately, consumers. Contaminated food can cause serious illness, and preventing these outbreaks requires a multi-pronged approach. One critical element in this strategy is effective food safety labeling. The best food label printers are designed to meet the specific requirements of the food industry, offering advanced features that enhance food safety practices. Read further to learn the importance technology plays in ensuring accurate and efficient labeling practices.
Why Food Safety Labeling Matters
Food safety labeling plays a crucial role in safeguarding consumers from potential hazards. It allows for accurate tracking of food products throughout the supply chain, facilitating swift and targeted action in case of recalls or contamination concerns. Clear and consistent labeling also empowers consumers to make informed choices about the food they eat.
Here are some specific ways food safety labeling contributes to a safer food system:
- Traceability: Labels with essential information like batch numbers, expiration dates, and processing facilities enable tracing in the event of recalls.
- Allergen Awareness: Clear and accurate allergen labeling on food packaging allows consumers with allergies to make safe choices.
- Ingredient Transparency: Detailed ingredient lists on labels help customers with specific dietary needs or preferences make informed choices.
- Best-Before Dates: Best-before dates advise consumers when food maintains its optimal quality and safety.
- Instructions and Warnings: Labels can include instructions for proper handling, storage, and preparation of food.

Technology’s Role in Food Safety Labeling Accuracy and Efficiency
Label printer technology plays a vital role in ensuring the accuracy and efficiency of food safety. As North America’s leading provider of barcode and product labeling, mobile computing, and RFID solutions, Barcodes Inc. partners with the most trusted brands in the food service and grocery industry that offer unique food labeling features.
- Digital Printing Solutions: Advanced digital printing technologies facilitate on-demand printing of labels, allowing for real-time updates and increased flexibility. This reduces waste and ensures the most recent information is included on labels.
- Variable Data Printing: This technology allows for printing unique information like lot codes and expiration dates on each individual label, enhancing traceability and facilitating targeted recalls if needed.
- Label Management Software: Centralized software solutions streamline the creation, approval, and printing of food safety labels, fostering consistency and reducing errors.
- RFID (Radio Frequency Identification) Technology: RFID tags embedded in food packaging offer enhanced traceability as they can track food products throughout the supply chain in real-time.
SATO: Empowering Businesses with Food Safety Labeling Solutions
Not all label printers are created equal. SATO food safety label printers are a top-shelf choice in the food and grocery industry for their durability, resistance to moisture and temperature fluctuations, and crisp, clear label printing. Here are a few reasons SATO printers remain a top choice for food manufacturers and retailers:
Improved Efficiency: High-speed printing and easy integration with existing systems streamline labeling processes, reducing bottlenecks and improving overall productivity.
Enhanced Traceability: Accurate and legible labels facilitate effective tracking of food products throughout the supply chain, ensuring compliance with regulatory requirements.
Durability and Reliability: SATO printers are built to withstand tough conditions, ensuring uninterrupted operation in food production environments.
Versatility: The printers can accommodate a wide range of label materials and printing applications, meeting the diverse needs of the food industry.
SATO is the innovator behind DateRight™ Rotation Labeling, a solution to streamline food storage and rotation in food service outlets. The label incorporates seven color indicators that represent the days of the week, allowing for easy visual identification of expiring products and promoting FIFO (First-In, First-Out) inventory management.
Let’s explore two popular food label printer models by SATO, the CL4NX Plus and CT4-LX printers.
SATO CL4NX Plus RFID Label Printer:
High-Speed Printing: The CL4NX Plus delivers rapid printing speeds up to 10 ips, reducing labeling bottlenecks and improving overall production efficiency.
UHF RFID Module: Print text and barcodes on UHF tags/labels and encode data in their embedded chips at the same time. The CL4NX Plus is even capable of checking RFID chips prior to encoding to verify their readiness to use and to prevent failures.
Flexible Media Handling: The printer can accommodate a wide range of label materials, including those with special coatings or adhesives, ensuring compatibility with various food packaging applications.
Advanced Connectivity Options: The CL4NX Plus offers seamless integration with existing systems, enabling efficient data transfer and label printing.
Learn more about the SATO CL4NX Plus.

SATO CT4-LX Label Printer:
- Compact and Portable: The CT4-LX is a 4-inch compact and portable printer, making it ideal for mobile labeling applications in food production facilities.
- Patented Label Waste Prevention: SATO’s patented label waste prevention feature helps minimize label waste, contributing to cost savings and environmental sustainability.
- High-Resolution Printing: The printer delivers clear and legible labels, ensuring accurate product information and traceability.
- Wireless Connectivity: The CT4-LX offers wireless connectivity options, enabling mobile workers to print labels from remote locations.
Learn more about the SATO CT4-LX.

By incorporating high-quality food label printers like the SATO CL4NX Plus RFID and CT4-LX printers into their operations, businesses can enhance food safety labeling practices, improve efficiency, and ensure compliance with regulatory standards. Barcodes, Inc. is a leader in supply chain solutions, offering high-quality thermal printers and compatible labels specifically designed for unique industries. For help finding the right labeling solutions for your business, contact Barcodes Inc. today.
Mobile Devices Revolutionizing Retail & Manufacturing

Enterprise mobility has rapidly evolved, driven by technological advancements and changing business needs. Organizations are increasingly embracing mobile solutions to streamline operations, enhance productivity, and improve customer experiences. Thanks to strong relationships with partners who share a passion for innovative technology trends in modern environments, Barcodes Inc. can share insights on the best mobile devices for retail and manufacturing industry operations.
Unitech’s Android-powered mobile tablet RT112 and EA660 rugged handheld computer are leading the charge in the mobility transformation. These ultra-portable devices offer the durability, flexibility, and functionality needed to meet the challenges of modern retail and manufacturing environments. With 1D/2D scanning that enables barcode reading at distances of up to 10m (12m for the EA660 smartphone) with 5G and Wi-Fi 6E connectivity, users capture real-time data collection that instantly connects to backend systems that confirm in-stock quantities or process online customer orders. From the rigors of retail to the harsh elements introduced on the manufacturing floor, the versatility and durability of Unitech mobile computing devices deliver the performance retail and manufacturing businesses need.
A Rugged Mobile Tablet Built for Demanding Use
When it comes to mobile devices designed for efficiency and reliability, the Unitech RT112 rugged mobile tablet won’t disappoint. Its durable construction with IP67 protection and drop test resilience up to 1.5 meters earned it MIL-STD810H certification. It is uniquely designed for field service and industries such as manufacturing and retail.
Retail Applications:
- Inventory Management: Real-time stock tracking, cycle counting, and price audits can be efficiently performed using the RT112. Its large 10.1-inch display and intuitive interface facilitate quick data entry and retrieval.
- Point of Sale (POS): By integrating the RT112 with POS software, retail store employees are empowered to streamline checkout processes and reduce wait times on the shop floor with the ability and take payments anywhere.
- Customer Service: Equipped with barcode scanning capabilities, the RT112 can quickly access product information, check inventory levels, and process returns, improving overall customer service.

Manufacturing Applications:
- Warehouse Management: The RT112 can be used for tasks such as picking, packing, shipping, and improving order accuracy and efficiency. Its data capture capabilities ensure seamless integration with warehouse management systems.
- Quality Control: Inspection processes can be streamlined with the RT112, allowing for real-time data collection and analysis. Its rugged design enables it to withstand harsh manufacturing environments.
- Asset Management: Tracking and managing assets is simplified with the RT112. Its barcode scanning functionality and data collection capabilities ensure accurate asset information.
A Compact, Rugged Handheld Smartphone Mobile Workers Will Love
The Unitech EA660 rugged smartphone with 6-inch display is a powerful solution with similar functionality to its mobile tablet counterpart. It offers an even more compact solution for mobile workers in retail and manufacturing, enhanced by an ergonomic design and durable build that lends well to various applications.
Retail Applications:
- Mobile Sales: Sales associates can access product information, pricing, and inventory levels on the go, enhancing customer engagement and closing deals faster.
- Price Checks: The EA660 can be used to quickly verify product prices, preventing errors and improving customer satisfaction.
- Loss Prevention: Equipped with advanced data capture capabilities, the EA660 can assist in loss prevention efforts by tracking inventory and identifying discrepancies.

Manufacturing Applications:
- Work Order Management: Mobile workers can access work orders, update progress, and capture data on the EA660, improving operational efficiency.
- Maintenance Management: Field service technicians can use the EA660 to access equipment information, troubleshoot issues, and schedule repairs.
- Supply Chain Management: The EA660 can be used to track shipments, manage inventory, and optimize logistics operations.
- Safety and Compliance: push-to-talk capabilities offer critical communication in emergencies, and safety applications monitor environmental conditions and alert workers to hazards.
Mobile Devices: The Backbone of Retail and Manufacturing Success
As the retail and manufacturing industries continue to evolve, the role of durable, high-performance mobile devices will only become more critical in driving success and innovation. In retail, mobility devices streamline inventory management, improve customer service, and offer flexible POS solutions. In manufacturing, rugged tablets and handheld computers deliver the durability, reliability, and functionality required to manage workflows, collect data, and ensure safety in challenging environments.
If you’re interested in exploring the Unitech RT112 tablet or EA660 handheld mobile computer, plus other mobile solutions from Barcodes Inc., contact us today.
Modernizing Manufacturing: Leveraging Mobile Technology for a Smart Factory Transformation
The manufacturing industry is undergoing a digital transformation, driven by the need for increased efficiency, productivity, and quality. The transition towards modernized manufacturing is not just a trend, but a necessity for manufacturers aiming to stay competitive. At the heart of this revolution lies the adoption of advanced technologies, including rugged tablets designed to withstand the demanding conditions of the factory floor. As an industry leader in modern mobility-enabled environments, Barcodes Inc. understands the pivotal role that mobile tablets like the Samsung Galaxy Tab Active5 contribute to accelerating the smart factory transformation.
Understanding the Smart Factory Concept
A smart factory represents the pinnacle of manufacturing modernization, where advanced technologies, cloud computing, and artificial intelligence (AI) converge to create a highly connected and automated production environment. These factories ensure continuous improvement and optimization.
A recent report by CapGemini underscores the potential benefits of smart factories, noting that early adopters have already realized a 20 percent gain in production. The report also predicted significant improvements in on-time delivery, productivity, and labor rates in the coming years.

The Role of Mobile Technology in Manufacturing Modernization
Mobile technology, like rugged mobile tablets, serves as the linchpin for modernizing manufacturing operations. These devices connect staff to essential business applications, distribute intelligence and insights across the production floor, and facilitate real-time data processing. Here’s how mobile tablets like the Samsung Galaxy Tab Active5 can be leveraged to drive smart factory initiatives:
Built for the Factory Floor
The Samsung Tab Active5 is engineered to excel in the harsh environments prevalent in manufacturing facilities. Its rugged design, featuring IP68 water and dust resistance as well as MIL-STD-810H certification, ensures durability and reliability even in the toughest conditions. Whether it’s exposure to liquids, dust particles, or accidental drops, this tablet can withstand the rigors of the manufacturing floor without compromising performance.
Enhancing Productivity and Efficiency
One of the most significant advantages of the Samsung Tab Active5 is its ability to boost productivity and efficiency. By equipping frontline workers with this mobile device, manufacturers can streamline various processes, from quality control and inventory management to maintenance and repair. For example, quality control inspectors can use the Galaxy Tab Active5 to capture high-resolution images and videos of product defects, facilitating root cause analysis and corrective actions. Maintenance technicians can access digital work instructions and maintenance records, enabling them to troubleshoot issues more efficiently and minimize downtime. Additionally, the tablet’s ability to support barcode scanning and RFID technology can accelerate inventory management processes and reduce errors.
Improving Data Collection and Analysis
In today’s data-driven manufacturing environment, the ability to collect and analyze real-time data is essential for optimizing operations. The Samsung Tab Active5 excels in this area, providing manufacturers with a powerful tool for data capture and analysis. Its integrated cameras, sensors, and connectivity options allow for the collection of a wide range of data, including production metrics, equipment performance, and environmental conditions. This data can be used to identify bottlenecks, optimize workflows, and improve overall plant performance.
Enhancing Collaboration and Communication
Effective communication and collaboration are crucial for successful manufacturing operations. The Samsung Tab Active5 facilitates seamless communication between team members, regardless of their location within the facility. With features like video conferencing and instant messaging, employees can easily share information, coordinate tasks, and resolve issues in real time. By breaking down communication silos, manufacturers can improve teamwork and responsiveness, leading to increased efficiency and productivity.
The Future of Manufacturing with Mobile Technology
Utilizing rugged tablets for modern manufacturing is filled with opportunities. Manufacturers can streamline operations, boost productivity, and maintain high-quality results that lead to increased efficiency and profitability. Equally important, the integration of mobile technology like the Samsung Galaxy Tab Active5 empowers your workforce to access information and tools that create a more engaged and skilled workforce.
If you’re interested in exploring the Samsung Galaxy Tab Active5 further, or if you have any questions about modernizing your manufacturing floor, feel free to contact Barcodes Inc. Our team is here to help you find the perfect mobile computing solutions for your business.
Grow Your Business With Enhanced Shipping Labels

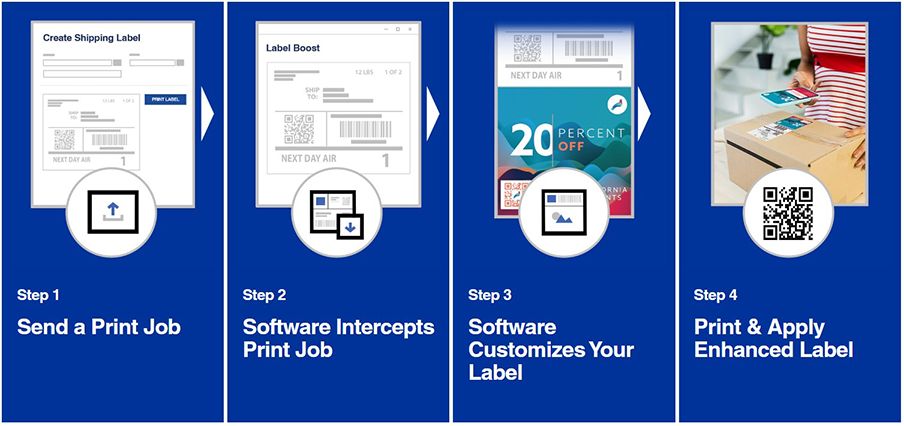
In the dynamic world of retail and ecommerce, product packaging is more than just a container, it’s a crucial element of your brand’s identity and a powerful tool for attracting and retaining customers. With increasing competition and discerning consumers, businesses need to take advantage of every opportunity to increase customer engagement. Enter Epson Label Boost software, a revolutionary tool designed to transform the way you create and manage labels, ensuring your products not only stand out but also convey the right message to your customers. Paired with Barcodes Inc. color label printers and labeling supplies, Label Boost reimagines the possibilities for shipping labels.
How Do Integrated Secondary Labels Work?
Integrated labels transform your existing black-and-white shipping labels by adding vibrant, full-color elements such as coupons, targeted ads, and secondary labels for regulatory or shipping-and-handling information. You can also emphasize critical details, like parcel count or expedited shipping, to ensure accuracy and prompt delivery.
Epson Label Boost is a software solution designed for effortless integration. It allows you to keep the bulk of your label creation process unchanged, making modifications only at the final step before printing. This software works seamlessly with your existing shipping software, ensuring uninterrupted delivery operations. Label Boost is compatible with most Epson ColorWorks® printers, guaranteeing that your labels are printed with exceptional image quality that enhances your brand.
Benefits of Integrated Messaging on Shipping Labels
1. Better Brand Image
A cohesive and attractive brand image is vital. With label-enhancing software like Epson Label Boost, businesses can design labels that are consistent with their brand’s aesthetics, ensuring that every product looks professional and aligned with the overall brand strategy.
2. Grow Sales & Customer Retention
Boost sales and customer retention by incorporating marketing messages and promotions on shipping labels, transforming each package into a dynamic touchpoint that engages customers and incentivizes repeat purchases.
3. Increased Workflow Efficiency
Simplifying your label printing processes will save you time and resources. By printing shipping details, critical shipping notices, and marketing promotions all on one label, you’ll cut manual data entry, reduce chances for mistakes, decrease workflow steps, and reduce labeling supplies.
4. Cost-Effective Printing
The ability to produce high-quality labels in-house reduces the need for outsourcing, resulting in cost savings. Additionally, the software’s efficiency and integration capabilities mean lower labor costs and increased productivity.
5. Targeted Campaigns with Customization & Personalization
Consumers appreciate products that feel tailored to them. With Epson Label Boost, businesses can easily produce customized labels for special promotions, seasonal products, or personalized marketing campaigns. This level of customization helps to engage customers and build brand loyalty.
6. Compliance and Accuracy
For industries with stringent labeling requirements, such as food and pharmaceuticals, Epson Label Boost ensures that all necessary information is accurately presented. This helps in meeting regulatory standards and avoiding costly compliance issues.

Start Elevating Your Brand Today
At Barcodes Inc., we’re more than a label printer and supplies provider, we’re an end-to-end supply chain and enterprise mobility services leader. Through our partnership with Epson, we’re proud to offer Label Boost as an integrated shipping label software solution that offers our customers a comprehensive tool that can elevate your brand, streamline your processes, and save you money. Whether you’re a small business or a large enterprise, Epson Label Boost provides the tools you need to create professional, high-quality labels that make a lasting impression.
Contact Barcodes Inc. today to learn more about how to improve brand identity, product visibility, customer retention, and compliance.
Rugged Mobile Computing Solutions for the Most Challenging Environments

With the dynamic conditions found in logistics, transportation, warehousing, and field services, there’s no room for error. You need reliable, efficient technology that can keep up with the demands of your industry. Barcodes Inc. excels in providing businesses operating in fast-paced environments with top-tier mobile computing solutions. The Honeywell CT47 Rugged Mobile Computer stands out as a powerful solution designed to meet the needs of businesses serious about device lifecycle, security, and durability. Let’s explore what makes the Honeywell Ultra-Rugged CT47 a game-changer in mobile computing.
Designed for Convenience in Tough Environments
For operations that journey wherever business takes them, phone-sized mobile computers are highly appealing due to their portability and convenience, allowing employees to carry powerful computing tools in their pockets. Compact devices like the Honeywell CT47 facilitate real-time data access and communication, enhancing productivity and responsiveness in any environment.
The ultra-rugged Honeywell CT47 is built to withstand the harshest environments. Whether it’s extreme temperatures, drops, or exposure to dust and water, the CT47 can handle it all.
- The CT47 earned an IP67 rating, meaning it is completely protected against dust and can withstand immersion in water up to 1 meter deep for 30 minutes.
- Drop-tested from heights of up to 1.8 meters (6 feet) onto concrete, ensuring durability in the most challenging conditions.

Engineered for Enterprise Mobility
Enterprise mobility solutions are tailored to enhance business efficiency and productivity. Underneath its tough exterior, the Honeywell CT47 is powered by advanced technology that ensures the best in mobility.
- Operate on a solid, secure foundation. Security is a top priority in today’s digital landscape. Honeywell’s Mobility Edge platform offers robust security features such as device encryption, secure boot, and regular security updates to protect sensitive data from unauthorized access and cyber threats.
- Work smarter. With a powerful, cloud-based Operational Intelligence suite, you can prevent issues before they happen and lower total cost of ownership.
- Work faster. Lightning-fast processing speeds enable seamless multitasking and rapid data processing. Battery life won’t slow you down, either. This device can last through long shifts, and it comes with a high-capacity, hot-swappable battery that ensures continuous operation throughout the day.
- Superior Scanning Capabilities. The Honeywell CT47 boasts a best-in-class N6703 2D scan engine, delivering fast and accurate barcode scanning, even in poor lighting conditions or with damaged barcodes. Capture data from 3 inches up to 80 feet away.
- Advanced Connectivity Options. A wide range of connectivity options include the latest 5G and Wi-Fi 6E technology for seamless connectivity indoors and outdoors. It ensures high bandwidth and low latency for transport, delivery, and warehouse workers, maintaining reliable uptime.

Versatile Applications
The Honeywell CT47 is versatile and adaptable, making it suitable for various industries and applications. In retail, it can be used for point-of-sale transactions, inventory checks, and customer service. In logistics, it can streamline warehouse operations, track shipments, and manage deliveries. In field services, it enables real-time communication, job tracking, and data collection.
Explore the Future of Mobile Computing
Specializing in cutting-edge mobile computing devices, such as mobile-phone sized computers, Barcodes Inc. ensures that businesses can operate seamlessly in dynamic, fast-paced environments. With its robust design, high-performance specifications, superior scanning capabilities, and advanced connectivity options, the Honeywell CT47 Mobile Computer is an invaluable tool for industries that require reliable and efficient mobile computing solutions. Explore the future of mobile computing with the Honeywell CT47 and experience the difference in your business operations.
Brady V4500 Scanner: Precision and Durability in Barcode Scanning

Barcodes Inc. provides comprehensive solutions like the Brady V4500 barcode scanner to help organizations with unique barcode scanning requirements streamline their workflows and enhance operational efficiency. By incorporating advanced scanning technology and durable design, the Brady V4500 enables accurate and rapid barcode scanning for even the most difficult to scan barcodes, reducing errors and saving time. Barcodes Inc. ensures that businesses have access to top-tier equipment and expert support, facilitating seamless integration into existing systems and optimizing overall productivity.
What makes the Brady V4500 Scanner unique?
Barcodes Inc. boasts top-tier partnerships with leading manufacturers and distributors like Brady to provide the most effective solutions endorsed by our industry experts. These strategic collaborations ensure access to cutting-edge technology and high-quality products, like the Brady V4500 scanner. Tailored to meet the diverse needs of businesses, the Brady V4500 wireless Bluetooth programmable scanner is engineered to provide exceptional scanning capabilities in various settings, from warehouses and manufacturing floors to retail environments and healthcare facilities.
V4500 Barcode Scanner features
The wireless V4500 is designed for use in fast-paced environments with versatile barcode scanning requirements. In one robust scanner, give employees the capability to manage inventory, reprint barcodes, and execute packout tasks.
Scan the most difficult-to-capture barcode labels. With its state-of-the-art scanning technology, the Brady V4500 is a top choice for industries scanning hard-to-read surfaces that might otherwise require manual data input prone to error. Built with omni-directional scanning, the V4500 will capture high-speed, accurate scans off tiny labels, shiny barcode surfaces, and even curved labels applied to server cabling, laboratory assets, or wires. Without accurate data, inventory management, order fulfillment, and other critical business processes suffer.
Dependable durability in challenging environments. Engineered for tough environments, the V4500 scanner boasts a rugged construction that can withstand drops, dust, and moisture. Its durability ensures long-term reliability, reducing the need for frequent replacements or repairs. How rugged? It can resist up to 250-pound crushes, 6-foot drops, and military-grade shocks. Now that’s tough!
Employees work faster & smarter with uninterrupted convenience. Users love the intuitive interface right onboard to view and swap settings. Your staff will appreciate its lightweight, ergonomic form that reduces user fatigue during high-volume scanning tasks, possible with all-day battery life covering a full shift and over 75,000 scans.
Save money with a scanner customized for your operations. When you invest in a high-quality scanner like the V4500, the long-term benefits of reduced errors, increased efficiency, and durability create cost-effective benefits for businesses.

Popular applications of the Brady V4500 Scanner
Retail: In retail environments, the V4500 scanner facilitates quick and accurate checkout processes, inventory management, and price verification. Its ability to read damaged or poorly printed barcodes ensures smooth operations even during peak times.
Warehousing and Logistics: The rugged design and high-resolution scanning capabilities of the V4500 make it ideal for use in warehouses and logistics centers. It aids in tracking inventory, managing shipments, and optimizing supply chain operations.
Healthcare: In healthcare settings, accurate data capture is critical. The V4500 scanner helps ensure the correct identification of patients, medications, and medical records, enhancing patient safety and operational efficiency.
Manufacturing: The V4500’s durability and precision are valuable in manufacturing environments, where it can be used for tracking parts, managing production processes, and ensuring quality control.

The Brady V4500 stands out as a powerful tool for businesses seeking to improve their barcode scanning capabilities. With its advanced technology, robust design, and versatile applications, the V4500 offers significant benefits in terms of efficiency, accuracy, and cost-effectiveness. Whether in retail, warehousing, healthcare, or manufacturing, the Brady V4500 is a reliable choice that can enhance your operations and drive productivity. If you’re in the market for a barcode scanner that combines performance and durability, the Brady V4500 is definitely worth considering. Contact Barcodes Inc. to learn how to deploy comprehensive barcode scanning technology in your operations.